 English
English Русский
Русский Português
PortuguêsРоликовый вращатель для резервуаров, Сварочная горелка с механизмом подачи проволоки/ Сварочный пистолет
Общие сведения о сварочной горелке MIG
Сварочные горелки для сварки металлическим электродом в газовой среде или же сварочные горелки MIG/MAG в качестве источника тепла между проводом и заготовкой используют электрическую дугу. Сварочные горелки являются ключевым компонентом сварочного оборудования, который играет важную роль для качества сварки, эффективности производства и т.д.
Основные функции сварочной горелки MIG
1. Для образования электрической дуги между проволокой и обрабатываемой деталью сварочный ток передается на проволоку через контактный наконечник. Стабильная, непрерывная и плавная передача сварочного тока может обеспечить устойчивое горение электрической дуги.
2.Сварочная горелка может выполнить подачу проволоки различных сечений и выполненных из разных материалов.
3. Горелка обеспечивает постоянный поток защитного газа для зоны дуговой сварки, что повышает надежность защиты свариваемого металла.
4. Для запуска и остановки сварки сварочный инструмент управляет включением и выключением сварочного тока.
5. Сварочная горелка также может регулировать сварочный ток для управления скоростью подачи проволоки.
Для обеспечения стабильной дуговой сварки среди основных требований к сварочной горелке MAG/MIG можно выделить хорошую проводимость, плавность подачи проволоки, надежную газовую защиту и надежное управление. Быстрое развитие сварочной отрасли привело к разработке большого количества разных видов сварочных горелок MAG/MIG.
А. Приводная горелка
Этот вид сварочной горелки комплектуется механизмом подачи проволоки. Кассета с проволокой, как правило, устанавливается на рукоятке горелки. Проволока подается непосредственно в сварочную горелку. Устройство регулировки сварочного тока для удобства крепится на ручку.
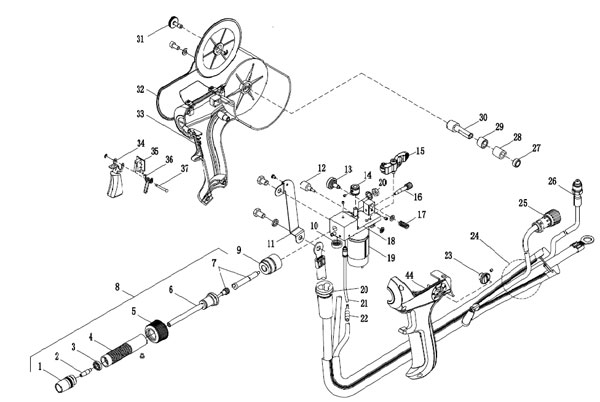
Рис. 1 Схематическое изображение приводной горелки MIG/MAG
На рис. (1) - (6) показан наконечник горелки, на рис. (7) - (19) – система подачи проволоки, на рис. (20) - (26) – кабель, на рис. (27) - (37) – спусковой механизм.
Этот способ подачи широко применяется в сварке при использовании тонкой проволоки диаметром менее 1,0мм. Длину кабеля, используемого для соединения горелки и сварочного аппарата, можно увеличить в соответствии с фактическими требованиями. При необходимости длина кабеля может быть увеличена до 10м, что значительно увеличит радиус действия сварочной горелки.
Приводной двигатель горелки установлен в рукоятке. Наиболее часто используется двигатель постоянного тока с регулируемой скоростью, сравнительно небольшим объемом и мощностью в 10Вт. Некоторые передовые приводные горелки оснащаются импульсным двигателем или серводвигателем переменного тока. Из-за ограниченной мощности двигателя приводная горелка может быть использована только для сварки тонкой проволокой.
B. Сварочная горелка с механизмом подачи проволоки
Сварочная горелка с подачей проволоки является наиболее широко используемым устройством для сварки в среде защитных газов. Режим подачи проволоки обеспечивает удобство эксплуатации и простоту обслуживания. Специальное устройство подачи направляет проволоку в сварочную горелку через длинный рукав. С удлинением рукава соответственно увеличивается сопротивление подачи проволоки, а затем уменьшается стабильность подачи проволоки. Поэтому рукав подачи проволоки не должен быть слишком длинным. Рациональная длина шланга находится в пределах 2-5м. На следующем рисунке показана конструкция типичной сварочной горелки с механизмом подачи проволоки.
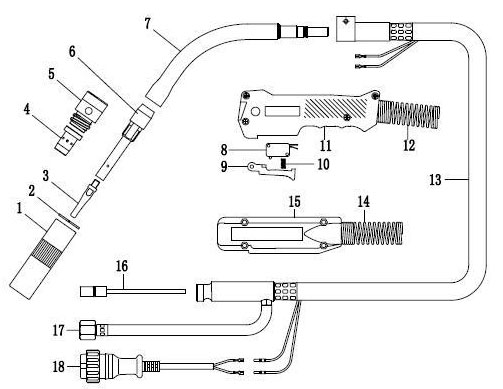
Рис. 2 Схематическое изображение сварочной горелки MIG/MAG с механизмом подачи проволоки
| № | Описание | № | Описание |
| 1 | Сопло | 10 | Пружина спускового механизма |
| 2 | Прокладка | 11 | Передняя рукоятка горелки |
| 3 | Контактный наконечник | 12 | Передний пружинный кожух |
| 4 | Диффузор | 13 | Кабель |
| 5 | Изолятор | 14 | Задний пружинный кожух |
| 6 | Передняя трубка горелки | 15 | Задняя рукоятка горелки |
| 7 | Изогнутый наконечник горелки | 16 | Рукав подачи проволоки |
| 8 | Микропереключатель | 17 | Газовпускное отверстие |
| 9 | Спусковой механизм | 18 | 2-х штырьковая штепсельная вилка |
Сварочная горелка MIG/MAG с механизмом подачи проволоки в основном состоит из узла наконечника, кабельного и соединительного узлов. Узел наконечника состоит из сопла, прокладки, контактного наконечника, диффузора, изолятора, передней трубки и изогнутого наконечника. Кабельный узел состоит из микропереключателя, спускового механизма, пружины, передней рукоятки горелки, переднего пружинного кожуха и кабеля. Соединительный узел состоит из заднего пружинного кожуха, задней рукоятки горелки, рукава подачи проволоки, газовпускного отверстия и 2-х штырьковой штепсельной вилки. Соединительный узел предназначен для подключения устройства подачи проволоки, для передачи сварочного тока и напряжения, для передачи газа и для соединения с управляющим сигналом.
Контактный наконечник имеет хорошую электропроводность, высокую износостойкость и длительный срок службы. Он, как правило, изготавливается из красной меди. Для повышения износостойкости также может быть использован материал CuCrZr. Если диаметр проволоки составляет менее 1,0мм, то диаметр отверстия контактного наконечника должен быть больше 0,1мм. Если диаметр проволоки больше 1,0мм, то диаметр отверстия наконечника должен составлять около 0,15-0,20мм. Отверстие соответствующего размера обеспечивает хорошую проводимость и плавную подачу проволоки. Сопло изготавливается из красной меди, что обеспечивает хорошую стойкость к высокой температуре, адгезии и истиранию. Сопло может быть выполнено в цилиндрической, конической или ступенчатой цилиндрической форме. Как правило, поток защитного газа, выпущенный из ступенчатого цилиндрического сопла, относительно дольше сохраняет расстояние турбулентности, что обеспечивает более эффективную защиту электрической дуги.
 Рис. 3 Конусообразное цилиндрическое сопло
Рис. 3 Конусообразное цилиндрическое сопло В основном выделяют два вида рукава подачи проволоки. Первый вид рукава производится путем намотки стальной пружинной проволоки или проволоки из нержавеющей стали. Такой вид рукава пригодный для подачи твердостальной, нержавеющей или медной сварочной проволоки. Чтобы обеспечить малое сопротивление, внутренняя стенка рукава должна быть гладкой. Для обеспечения достаточно большого радиуса изгиба и снижения сопротивления проводов питания подающий рукав должен иметь достаточно высокую жесткость. Внутренний диаметр рукава подачи проволоки обычно не превышает диаметр проволоки более чем в 1,5 раза. Второй вид рукава представляет собой пластмассовую трубку с тефлоновым покрытием. Он в основном используется для передачи алюминиевой проволоки для аргонодуговой сварки.
На следующем рисунке показан электрический кабель в разрезе. Кабель должен иметь хорошую пластичность.
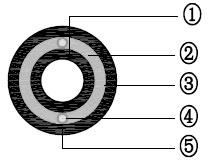 ① Внутренняя газовая трубка
① Внутренняя газовая трубкаРис. 5 Схематическое изображение сечения кабеля
Так как передача проволоки выполняется при помощи специального механизма подачи, поэтому нет никаких ограничений по весу и размеру сварочной горелки. Механизмы подачи проволоки с различными спецификациями позволяют передавать проволоку различного диаметра. Контактный наконечник и рукав должны быть подобраны в строгом соответствии с диаметром проволоки.
В зависимости от регионального расположения предприятий по производству сварочных аппаратов сварочные горелки могут иметь некие функциональные и конструкторские отличия. Так на рынке можно выделить сварочные горелки азиатского типа, европейского типа и американского типа. Для соединения сварочной горелки с механизмом подачи проволоки также используются различные типы соединителей, например, Panasonic, OTC, Miller, Lincoln и соединители европейского стандарта. Все типы соединителей выполняют одинаковые функции: передачу сварочной проволоки и защитного газа, проведение сварочных токов и напряжений, а также передачу управляющего сигнала.
Соединитель европейского стандарта применяется по всей Европе. Он очень удобен в сборке и разборке. На следующем рисунке показана его схема.
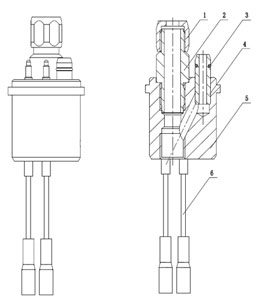
Рис. 6 Схематическое изображение соединителя европейского типа
C. Двухтактные сварочные горелки (с толкающим и натяжным механизмами)
Двухтактные сварочные горелки – это новый тип сварочного инструмента, который разработан с учетом преимуществ сварочной горелки с механизмом подачи проволоки и приводной горелки. Длина рукава подачи проволоки может доходить до 15м, что увеличивает радиус действия полуавтоматической сварки. В качестве источника питания для протяжки проволоки на ручном держателе установлен микродвигатель.
В процессе сварки проволока подается в основном при помощи тягового усилия толкающего механизма подачи. Двигатель механизма натяжки проволоки обеспечивает дополнительное тяговое усилие. Совместное действие двух сил обеспечивает ослабление сопротивления проволоки в рукаве. Двигатель толкающего механизма подачи проволоки обеспечивает основные силы для подачи проволоки с постоянной скоростью. Двигатель механизма натяжки проволоки выполняет выпрямление проволоки. Пользователь должен настроить синхронность движущей силы и силы тяги. В процессе подачи проволоки, проволока всегда должна находится в выпрямленном состоянии. Этот момент особенно важен для передачи на большое расстояние алюминиевой сварочной проволоки. Тяговое усилие должно быть немного впереди движущей силы. Эти две силы должны поддерживать определенное соотношение скорости для обеспечения синхронизации действий.
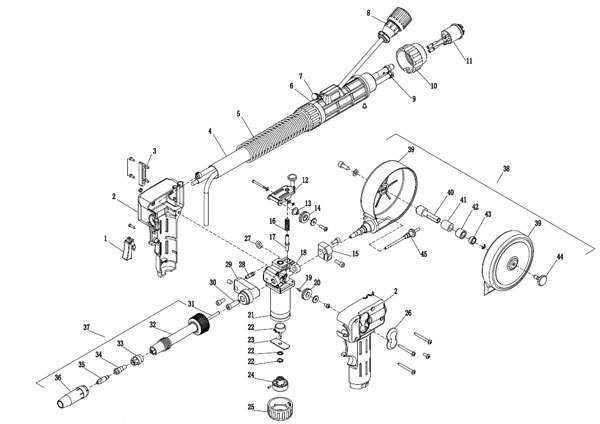
Рис. 7 Схематическое изображение двухтактной сварочной горелки MIG/MAG
Двухтактная горелка имеет существенные преимущества по сравнению со сварочной горелкой с механизмом подачи проволоки и приводной горелкой, так как она сочетает в себе эти два устройства. Но двухтактная горелка имеет сложную конструкцию. Процесс регулировки перед сваркой является достаточно трудоемким. Таким образом, данная горелка более широко используется для дуговой сварки алюминиевой проволокой или для сварки в особых условиях.
Сварка в среде защитного газа получила широкую популярность благодаря высокой эффективности и низкому энергопотреблению. В соответствии с тенденциями рынка компания North разработала трехпроволочную сварочную горелку с двумя источниками питания, сварочную горелку для электродуговой сварки нагретой проволокой, сварочную горелку для однопроволочной наплавки и сварочную горелку для сварки в среде с низким содержанием СO2. Потребление энергии сокращается в значительной степени с удвоением эффективности осаждения и скорости сварки. Между тем, машина двухимпульсной сварки и машина для сварки в среде защитного газа характеризируются низким разбрызгиванием, низким потреблением энергии и высокой эффективностью работы. Также значительно продлен срок службы сопла и контактного наконечника.




